Biofuels offer a sustainable alternative to fossil fuel analogues and a path to reduce greenhouse gas emissions and other air pollutants in the transportation sector. Unlike Petroleum-derived fuels, biofuels can be synthesized to have a narrow distribution of molecular weights in the mixture which impacts important properties, such as boiling point, viscosity, cetane number, density, and influences the fuel’s combustion properties.
Transportation fuels produce carbon dioxide, nitrogen oxides, sulfur oxides, and particulate matter during combustion. These emissions are harmful to human health and the environment. In contrast to standard petroleum refining, which can concentrate impurities such as nitrogen and sulfur in the heavier diesel fractions, biofuel production pathways produce higher quality fuels with lower particulate matter and volatile organic carbon emissions.
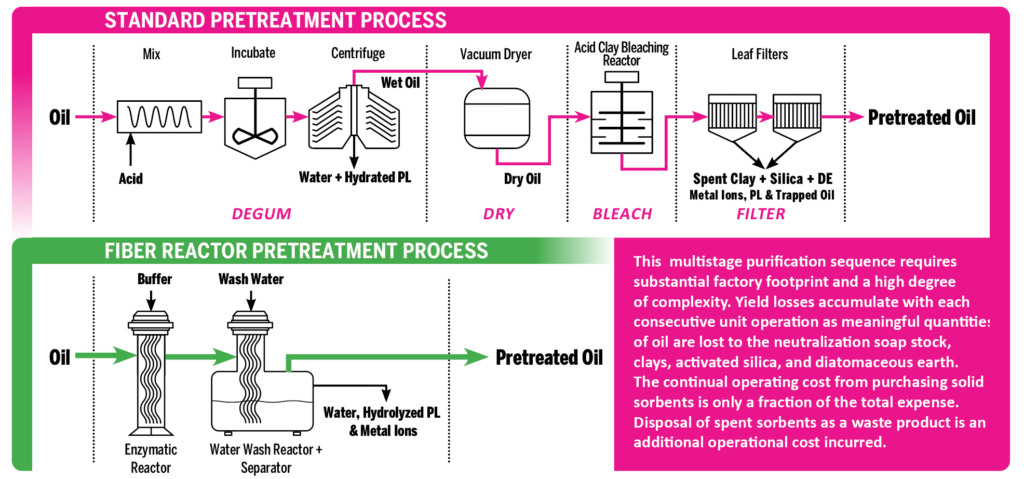
Figure 1. Top – major unit operations for pretreatment of vegetable and animal lipids for hydrotreating conversion to RD and SAF. Bottom – major unit operations for microfluidic array pretreatment of animal and vegetable lipids for hydrotreating conversion to RD and SAF.
NOT ALL LIPIDS ARE THE SAME
Lipids constitute a significant portion of the raw source material converted into biodiesel, renewable diesel (RD) and sustainable aviation fuel (SAF). All biological lipid raw materials have impurities which need to be removed before the conversion to fuel process can be performed including a certain class of lipids called phospholipids. The current state-of-the art technique relies on systems that were developed to produce food grade lipids. These processes are multi-step unit operations combining a series of chemical, mechanical, filtration and disposal processes (Fig 1). For vegetable and animal lipids, chemical processes are designed to add aqueous solutions with chelating and/or ionizing chemicals to convert most phospholipids into water soluble compounds.
After chemical reaction, mechanical processes include high speed centrifuges to remove the now water-soluble phospholipids from the bulk oil. The bulk oil is then heated to remove moisture and subsequently reacted with chemically modified clays at high temperature under deep vacuum. The remaining large molecular weight contaminants and metal ions adsorb on the surface of the modified clays. Secondary adsorption step with activated silica is often performed to complete the purification followed by a final filtration step used to remove any residual adsorbents remaining in the oil using filtration media pre-coated with a diatomaceous earth.
MASSIVE MICROFLUIDIC ARRAYS
New techniques using massive microfluidic systems are now being deployed by Visionary Fiber Technologies (VFT) to replace traditional cleanup processes. The Fiber Reactor microfluidic system creates repeating layers of micrometer thick ribbons of lipid and aqueous solvent (Fig 2). The physical constraints of the microfluidic reactor allow the interface of the two immiscible materials to be in intimate contact as the liquids pass through the length of the reactor column. The level of turbulence between the two phases can be precisely controlled to produce the desired mass transfer without the creation of intractable emulsions. The enhanced surface area as the fluids flow down the length of the reactor allows for the efficient transfer of water-soluble materials from the oil into the aqueous phase. After leaving the microfluidic array, the two phases easily separate in a horizontal tank allowing purified oil to be recovered at the top of the separator and contaminant-laden aqueous phase to be drawn out from the bottom of the separator.
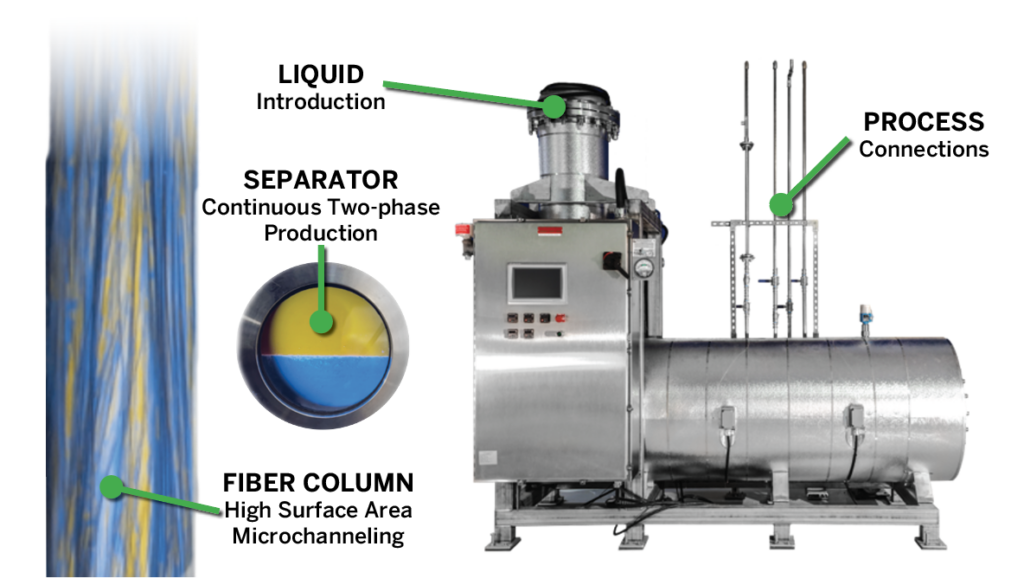
Figure 2. Left – fiber column with aqueous (blue) and nonpolar (yellow) fluids mixing. Middle – phase separation of aqueous and nonpolar phases. Right – commercial scale microfluidic array.
Single massive microfluidic Fiber Reactors have been deployed by VFT in multiple industries. Commercial systems for biofuel creation have been deployed at fuel ethanol production facilities. In this application, a single stage microchannel reactor processes 100% of the non-food grade oil produced at each facility. Distiller’s Corn Oil (DCO) is purified to meet RD and SAF inbound feedstock quality in one pass, producing purified oil with less than 3 ppm phosphorous and less than 10 ppm total metals. This single pass rate compares favorably to industry norms that require significant residence time and costly centrifugation in an inherently inefficient processing approach. The resulting product is converted, through the RD/SAF production process, into a final fuel with a carbon intensity score of less than 30 gCO2/MJ.
ENZYMATIC MICROFLUIDIC PROCESSING
Certain raw materials, such as soybean oil, have high concentrations of hydratable and non-hydratable phospholipids which are coupled to cations such as magnesium and calcium. A more environmentally friendly method for treatment uses phospholipase enzymes to hydrolyze the phospholipids (Fig 3) at a reduced chemical input cost.
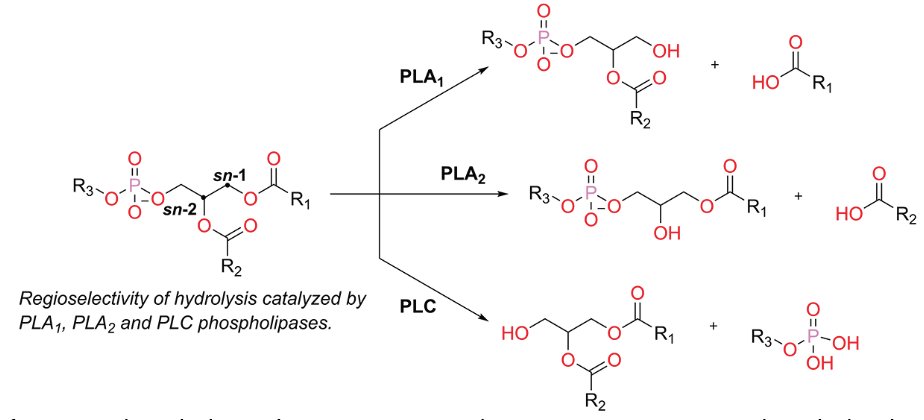
Figure 3. Phospholipase’s PLA1, PLA2, and PLC action pattern on phospholipid hydrolysis.
Traditional use of these enzymes requires high shear mixing to bring the aqueous phase containing free enzyme into intimate interfacial contact with the oil phase where the hydrolysis takes place. The enzymes are lost in the aqueous waste necessitating minimal dosage to reduce operating expenses. Large residence times of many hours in stirred tanks are used to lower the enzyme dosing to a practical minimum.
Recently VFT has developed microfluidic Fiber Reactor systems utilizing enzyme immobilization techniques to create a highly concentrated enzyme density. In this application, the enzyme catalysts are permanently immobilized to the microfluidic support media substantially reducing the enzyme operating cost for enzymatic hydrolysis. Hydrolyzed phospholipids dissolved in water have minimal oil holdup allowing this process to substantially reduce oil losses in traditional phospholipid concentrates removed by centrifugation. Using the inherent massive surface area of the microfluidic reactor channels to form thin ribbons of aqueous and oil phases allows phospholipases immobilized on the microfluidic support to promote effective and rapid hydrolysis. The extremely high enzyme activity and efficient mass transfer allows hydrolysis of phospholipids in a single pass through the Fiber Reactor within minutes. Performance on crude SBO shows a two-pass system reduces contaminants by over 99% resulting in SBO that meets hydrotreating specification (Fig 4).
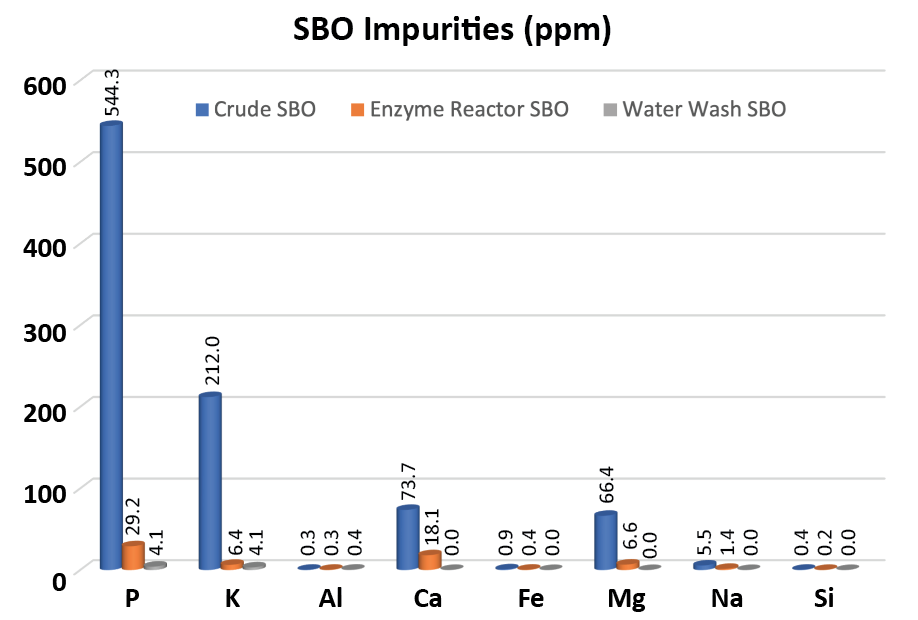
Figure 4. Crude SBO as received from industrial source, enzyme reactor processed crude SBO, polishing water washed SBO after enzyme treatment. Concentration of analytes measured by ICP-OES.
BROAD APPLICATION UTILITY
The application of the catalytic massive microchannel array to high phosphorous lipids, such as crude extracted soybean oil, allows the removal of both phosphorous and metal ion contaminants in a two-step process. Phospholipids are hydrolyzed in the first reactor constructed with immobilized phospholipases. A second reactor uses a similar system to those deployed in fuel ethanol facilities to transfer the now water-soluble phosphorous compounds and metal ions into an aqueous wash.
The utility of this emerging technology has implications in more than just low-cost lipid cleanup for biofuels application. Removal of water-soluble materials and phospholipids from oils of all types are possible.
Scott Kohl, PhD
Chief Technology Officer
Chemistry instructor in the university setting before entering the private sector. Nearly 20 years in grain processing and biofuels production. Six years in day-to-day operations at fuel ethanol production facilities overseeing optimization and incremental process improvements.
Thirteen years in applied research for the biofuels and wastewater industries. Dr. Kohl has over a dozen issued patents, most of which have been successfully commercialized. The resulting products from these inventions have been installed in 65 biofuel plants representing over $400 million in capital expenditure and returning $500 million in annual value creation.
Instructor for biofuels training courses presenting at dozens of domestic and international training events, both in the academic and industrial setting for the past 14 years.