TRANSFORMING INDUSTRIES
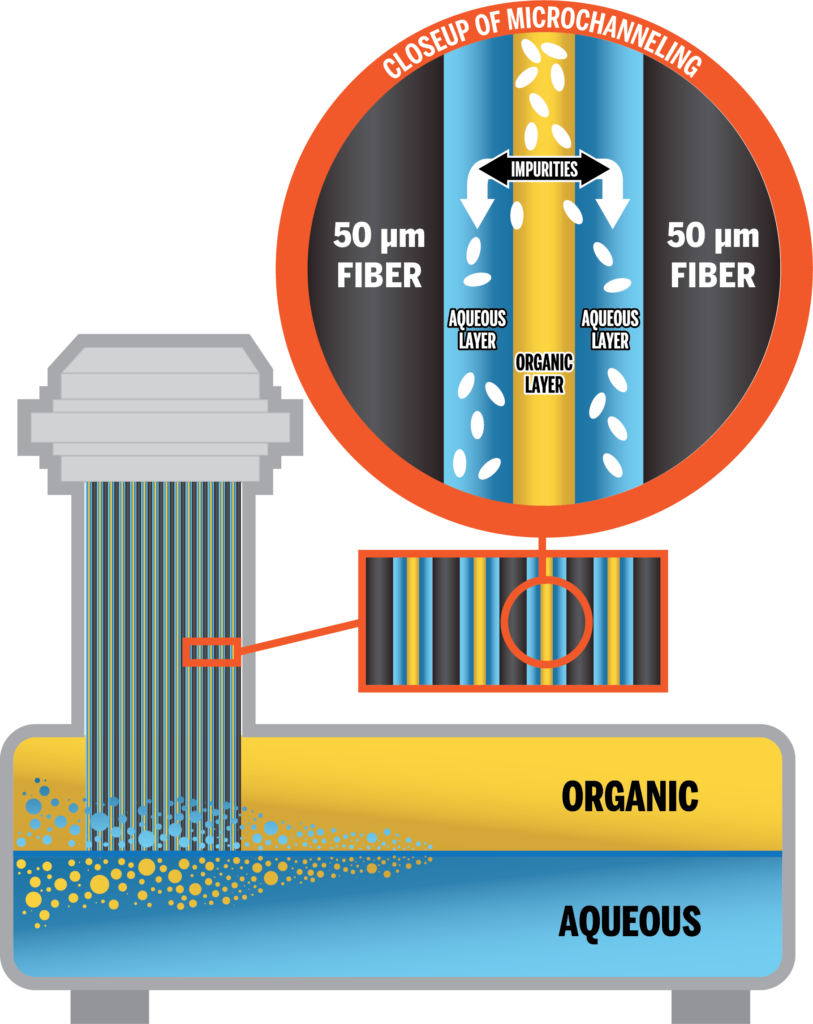
Visionary Fiber Technologies, Inc. (VFT) commercializes its proprietary Fiber Reactor (FR) to address industrial processing challenges via massive microfluidic array technology with unprecedented throughput.
Adopters of VFT’s technology capitalize on process intensification benefits in a multitude of applications. The integration of generative design principles and continuous flow operations eliminate bottlenecks of traditional microfluidic methodology.

Commercial Applications
VFT’s microfluidic FRs are currently deployed in multiple industries. Commercial biofuels systems commissioned at ethanol production facilities process 100% of the non-food grade oil produced at each location in a single stage microchannel reactor process. Distiller’s Corn Oil (DCO) is purified to meet Renewable Diesel (RD) and Sustainable Aviation Fuel (SAF) inbound feedstock quality requirements of < 3 ppm phosphorous and < 10 ppm total metals in one pass. The FR’s single pass rate compares favorably to inherently inefficient industry norms that require significant residence time and costly centrifugation.
VFT has also deployed neutralization systems to reduce Free Fatty Acids (FFA) in the edible oil industry without the use of centrifugation. The neutralization of vegetable oil with caustic typically creates stable emulsions that are difficult to separate without the use of a centrifuge. By modifying the fiber reactor to create low levels of turbulence, the microfluidic arrays efficiently neutralize and remove the saponified material without the creation of intractable emulsions that are typically made with continuous stirred-tank reactors. This efficient yet gentle processing enables near stoichiometric usage of caustic reducing undesirable side reactions from occurring while yielding low refining factors.
Each microfluidic array can be modified by the chemical bonding of various catalysts and biocatalysts at the fiber surface permitting continual re-usage of the catalyst and reducing OPEX. The first biocatalyst application VFT has endeavored to commercialize utilizes phospholipase enzyme for the processing of soybean oil (SBO).
The enzymatic breakdown of phospholipid impurities (gums) contained within crude SBO permits a further reduction of associated metal impurities over acid refining alone and an increase in oil yield liberated from the gums as a result of the enzymatic breakdown. In addition to phospholipase enzyme, VFT has successfully verified the functionality of several other enzymes immobilized within the Fiber Reactor.
Competitive Advantages