
Historically, purification processes used in the degumming and pretreatment of food oils and fuel production feedstocks required substantial factory footprint and a high degree of complexity. These antiquated processes suffer yield losses that accumulate with each consecutive unit operation with oil lost to neutralization soap stock, clays, activated silica, and DE. Furthermore, the cost of consumables and disposal fees associated with using solid sorbents is an ongoing expense.
Visionary Fiber Technologies (VFT) has pioneered aqueous extraction and immobilized enzymatic methods using massive microfluidic arrays. These efforts improve upon traditional refinement processes. These new techniques use massive microfluidic systems, often with immobilized enzymes, to augment and/or replace traditional cleanup processes. The ability to recycle water and the use of immobilized enzymes reduces the OPEX associated with performing enzymatic operations by combining multiple stage processes into single unit operations.
To achieve this end, the microfluidic system creates repeating layers of micrometer thick ribbons of lipid and aqueous solvent (Fig. 1). The physical constraints of the microfluidic reactor allow the interface of the two immiscible materials to be in intimate contact as the liquids pass through the length of the reactor column. The enhanced surface area of the microfluidic system allows for the efficient transfer of water-soluble materials from the oil into the aqueous phase.
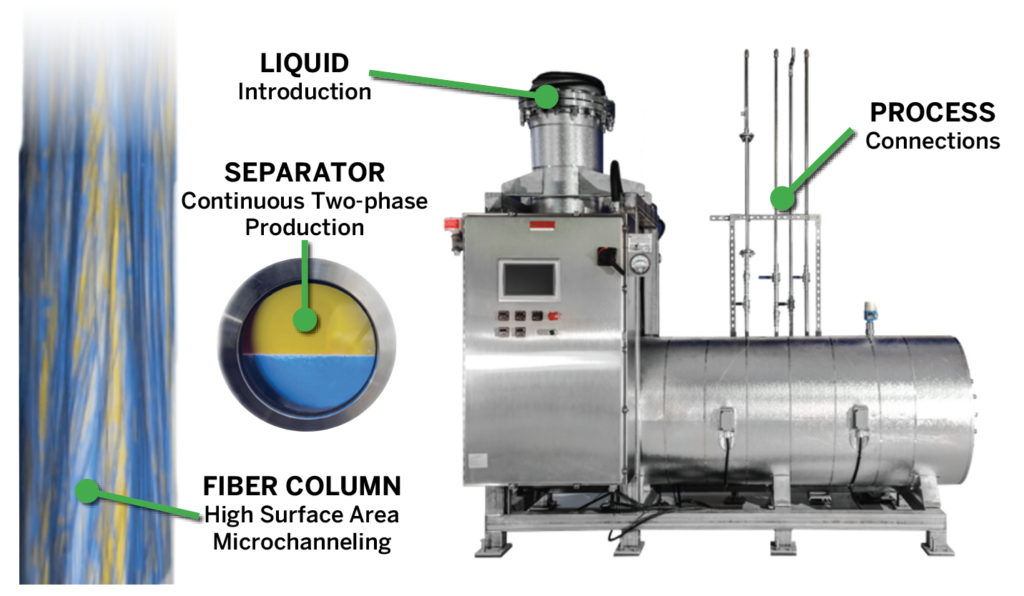
The flow of these matrixes across the fiber’s surface allows for immobilized enzymes and reactants to react and leads to the pairing of enzymatic pretreatment and water washing in a single platform. The level of turbulence between the two phases modulates the desired mixing of oil and water required for the enzymatic hydrolysis and esterification of gums and free fatty acids. This performance was modeled using fluid mechanics that account for inertial energy as a function of flow rate and turbulence as a function of viscosity, fiber curvature and pack density.
Advancements in the understanding of void space and how fibers are presented along the length of a fiber column were made using factorial experimental design with quantifiable parameters scored against enzymatic activity. Conditions specific to each system design has allowed for the effective scale up of immobilized enzyme reactors to meet the demands of commercial systems.
ENZYMATIC MICROFLUIDIC PROCESSING
Soybean Oil Processing
Massive microfluidic Fiber Reactors have been deployed by VFT in multiple industries. Recently microfluidic Fiber Reactor systems utilizing enzyme immobilization techniques to create a concentrated enzyme density on the fiber surfaces have been developed. In this application, the enzymes are permanently immobilized to the microfluidic support media. Commercial systems for enzymatic degumming (Fig. 2 and 3) and pilot systems for fatty acid methyl ester production have been tested using commercially available enzymes (Fig. 4 and 5).
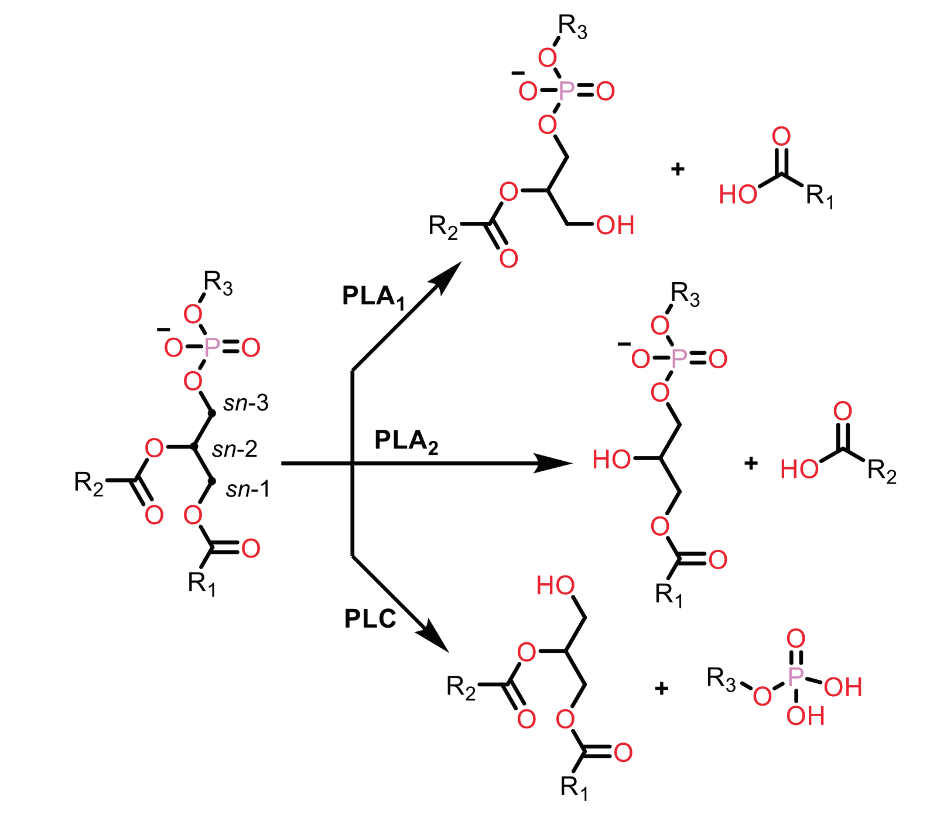
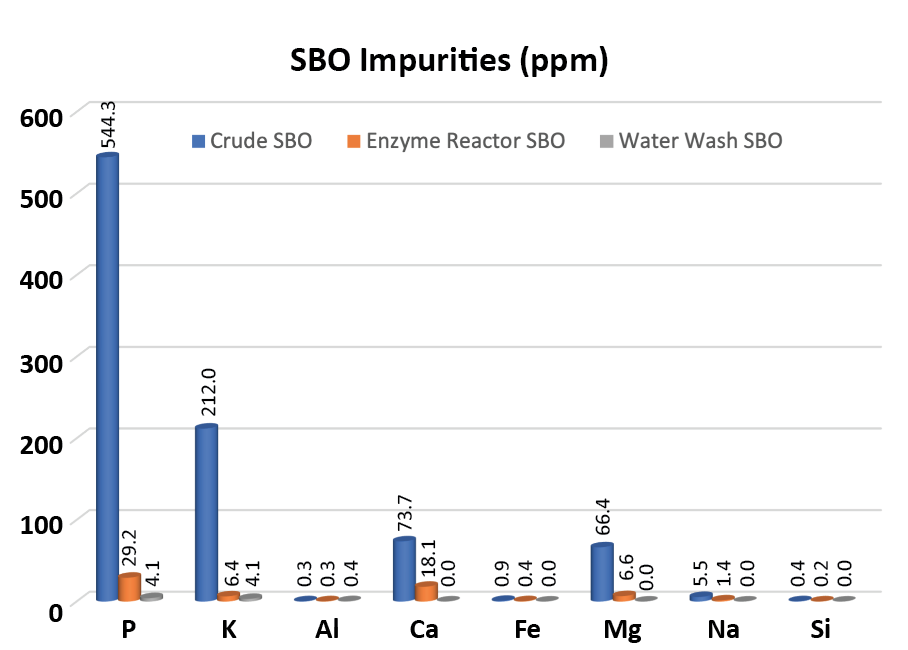
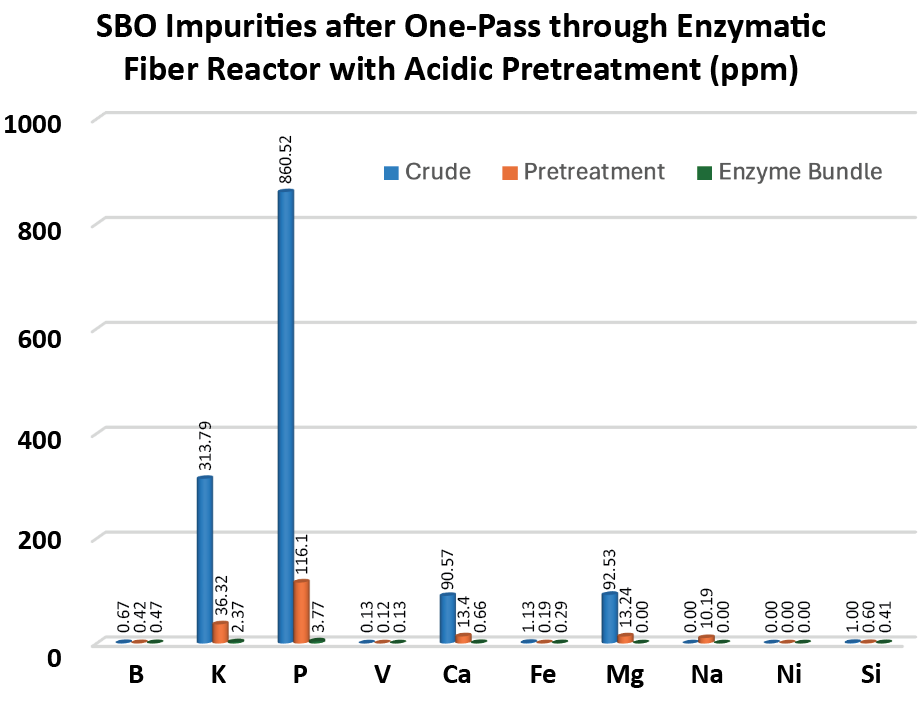
The hydrolyzed products from phospholipids more readily dissolve in water while simultaneously disrupting their ability for oil holdup. This allows this process to reduce oil losses seen in traditional phospholipid concentrates removed by centrifugation. Using the inherent massive surface area of the microfluidic reactor, lipases immobilized on the microfluidic support promote hydrolysis within minutes. Performance on crude Soy Bean Oil (SBO) shows a two-pass system that reduces contaminants by over 99% resulting in SBO that meets hydrotreating specification (Fig. 3).
Acid Neutralization & Fatty Acid Methyl Esters
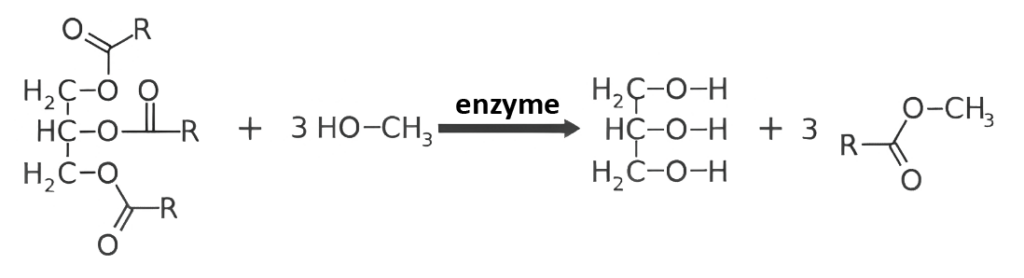
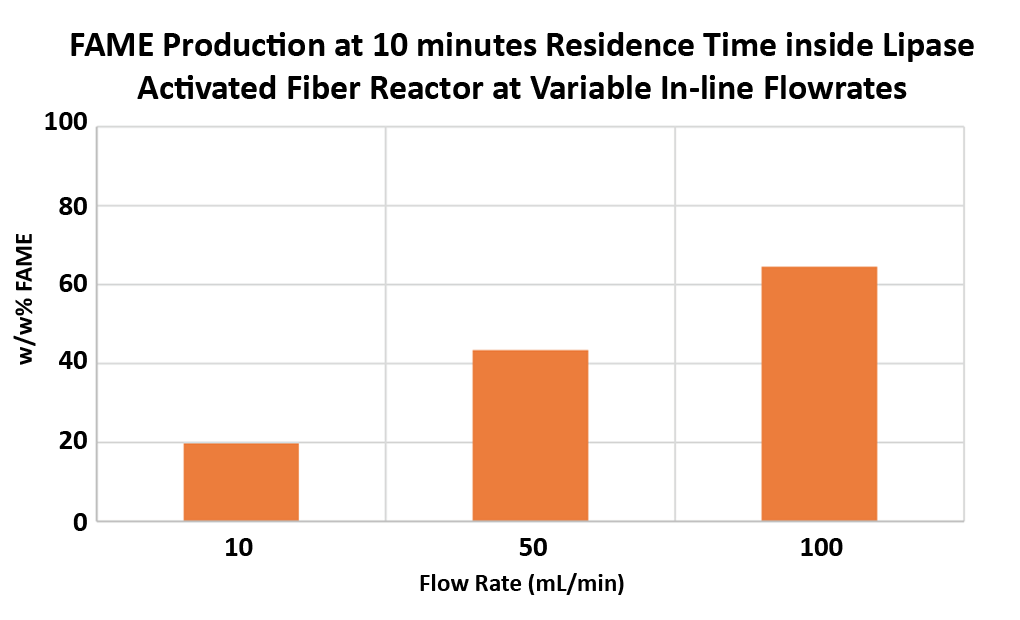
Investigation into immobilization strategies was extended to additional enzymes with known commercial applications in oil processing. An example is pretreatment neutralization strategies troubled by high FFA content, which have saponification and yield loss. Figure 4 outlines the production of fatty acid methyl esters using a FAME enzyme and methanol (Fig. 5).
By utilizing this immobilized enzyme, FFA levels can be reduced prior to neutralization and in turn, limit oil loss to high levels of saponification. The use of an immobilized FAME reactor for the use in processing renewable feedstocks is a growing area of interest.
Advancements & Lessons Learned
These applications allow for targeted enzymatic processes and the optimal removal of contaminants in a two-step process. In a two-step process a second reactor can be placed in series to implement a water wash that functions to remove >99% of P, K, Ca, Mg and Na ions present (Fig. 6).
Running enzymatic reactors in series poses application specific challenges. For example, the deposition of hydrated gums on fiber containing immobilized phospholipase has proven a challenge in maintaining enzymatic activity. Protocols have been developed specific to the fiber reactor platform to ensure extended periods of performance, delivering desired phosphorus levels by implementing rapid, low cost clean in place techniques that help maintain optimal hydrolysis. Newly developing techniques show a process for curing enzymatic fibers. This process more than doubles the overall activity and creates a grade of fibers that shows uncompromised continuous operation for more than 30 days.
Looking Forward
The utility of this emerging technology has implications in more than just low-cost enzymatic degumming and the neutralization of free fatty acids. With enzymes spanning more than six functional classes, the potential to reduce costs and implement green technologies across a wide array of food-based applications is possible.
Enzymatic hydrolysis has begun to gain traction over chemical processes due to their extreme specificity, ease to implement, and recent demonstrated success in immobilization strategies. With lactase, glucoamylase, pectinase and glucose oxidase options currently being explored, it is anticipated that fiber based enzymatic application portfolio will only continue to grow.
Authors: Dr. William Lanier and Leslie Wood, MSc
Contact: info@visionaryfiber.com